



AK164 4 ആക്സിസ് ടേണിംഗ് സ്വിസ് ടൈപ്പ് cnc ലാത്ത് മെഷീൻ
AK164 ന്റെ സവിശേഷത
1. ഹൈ-സ്പീഡ്, ഹൈ-പ്രിസിഷൻ, ഹൈ-എഫിഷ്യൻസി: ടൂൾ ലേഔട്ട് ഒപ്റ്റിമൽ ആണ്, കൂടാതെ ടൂൾ മാറ്റുന്ന സമയം കുറയ്ക്കുന്നതിനും മികച്ച പൊസിഷനിംഗ് നേടുന്നതിനും സഹായ സമയം കുറയ്ക്കുന്നതിനും കൺട്രോൾ സിസ്റ്റം ഹൈ-സ്പീഡ് കണക്കുകൂട്ടൽ പ്രോസസ്സിംഗ് സ്വീകരിക്കുന്നു.
2. ഉയർന്ന സ്ഥിരത: ഗൈഡ് റെയിലും സ്പാൻ ഘടനയും വിശാലമാക്കുന്നു, പ്രധാന/ദ്വിതീയ അക്ഷ സൂചികയ്ക്ക് ശേഷമുള്ള ബ്രേക്ക് ലോക്കിംഗ് ഉപകരണം വർക്ക്പീസ് പ്രോസസ്സ് ചെയ്യുമ്പോൾ സ്ഥിരത മെച്ചപ്പെടുത്തുന്നു.
3. ഉയർന്ന കോൺഫിഗറേഷൻ: മൾട്ടി-ആക്സിസ് ടൂൾ കോൺഫിഗറേഷൻ സമ്പന്നമാണ്, കൂടാതെ പവർ ടൂൾ സ്റ്റാൻഡേർഡാണ്, ഇത് പ്രോസസ്സിംഗ് ശ്രേണിയെ വളരെയധികം വികസിപ്പിക്കുകയും സങ്കീർണ്ണമായ ഭാഗങ്ങളുടെ സങ്കീർണ്ണമായ പ്രോസസ്സിംഗ് തൃപ്തിപ്പെടുത്തുകയും ചെയ്യുന്നു.
4. ഉയർന്ന കാഠിന്യം: ബെഡ് കാസ്റ്റിംഗിന്റെ മതിൽ കനം, ഗൈഡ് റെയിലിന്റെ വിസ്താരം, മെഷീൻ ടൂളിന്റെ കാഠിന്യവും വിപുലീകരണവും.ഹെവി കട്ടിംഗ് മറ്റ് മെഷീൻ ടൂളുകളേക്കാൾ മികച്ചതാണ്, കൂടാതെ സ്റ്റീൽ, അലോയ് സ്റ്റീൽ, സ്റ്റെയിൻലെസ് സ്റ്റീൽ മുതലായവ പ്രോസസ്സ് ചെയ്യുന്നതിൽ വ്യക്തമായ ഗുണങ്ങളുണ്ട്.
സ്പെസിഫിക്കേഷൻ
| വിവരിക്കുക | യൂണിറ്റ് | എകെ 164 | |||
| മെക്കാനിക്ക് | കൺട്രോളർ സിസ്റ്റം |
| ഫനുക് 0i | സിന്ടെക് | |
| പരമാവധി മാച്ചിംഗ് വ്യാസം | mm | ¢16 | |||
| സ്ട്രോക്ക് | mm | 150 | |||
| പ്രധാന സ്പിൻഡിൽ /സബ് സ്പിൻഡിൽ RPM | ആർപിഎം | 10000/8000 | 6000/6000 | ||
| അതിവേഗ സഞ്ചാര വേഗത | m/min | 24 | |||
| ഉപകരണങ്ങൾ | OD ടൂളുകൾ | ea | 6×[□12×12] | ||
| ഫ്രണ്ട് വർക്ക് ടൂളുകൾ | ea | 3×[Ø25-ER16] | |||
| ക്രോസ് ഡ്രൈവൺ ടൂളുകൾ | ea | 3[ER16] | |||
| ബാക്ക് എൻഡ് ടൂളുകൾ (ഫിക്സഡ്) | ea | / | / | ||
| മോട്ടോറുകൾ | സ്പിൻഡിൽ മോട്ടോർ | kw | 3.7/5.5 | 3.7 | |
| സബ് സ്പിൻഡിൽ മോട്ടോർ | kw | 0.55/1.1 | 0.4 | ||
| ഓടിച്ചു | kw | 0.75 | |||
| കുരിശ് | kw | 0.5 | |||
| കൂളന്റ് മോട്ടോർ | kw | 0.25 | |||
| മറ്റുള്ളവ | കൂളന്റ് ടാങ്ക് ശേഷി | L | 180 | ||
| ലൂബ്രിക്കേഷൻ ടാങ്ക് ശേഷി | L | 1.8 | |||
| ഫ്ലോർ ടോസ്പിൻഡിൽ സെന്റർ മുതൽ ഉയരം | mm | 1050 | |||
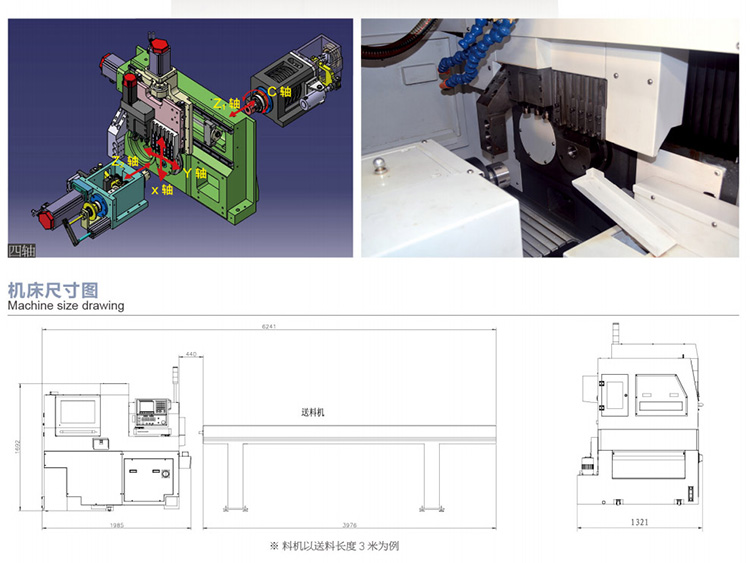
| അളവ് | (എൽ) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (എച്ച്) | mm | 1692 | |||
| ഭാരം | kg | 3000 | |||
| NC നിയന്ത്രണം | നിയന്ത്രിക്കാവുന്ന അക്ഷങ്ങൾ | 5അക്ഷം/4അക്ഷം | |||
| എൽസിഡി | LCD 8.4" | ||||
| സിസ്റ്റം സ്റ്റാൻഡേർഡ് പാരാമീറ്ററുകൾ | സ്റ്റാൻഡേർഡ് | ||||
| കർശനമായ ടാപ്പിംഗ് | സ്റ്റാൻഡേർഡ് | ||||
| കൈ ചക്രം | സ്റ്റാൻഡേർഡ് | ||||
| സിൻക്രണസ്/ഹൈബ്രിഡ് നിയന്ത്രണം | സ്റ്റാൻഡേർഡ് | ||||
| ഹെലിക്കൽ ഇന്റർപോളേഷൻ | സ്റ്റാൻഡേർഡ് | ||||
AK164 സ്വിസ് തരം cnc ലാത്ത് മെഷീന്റെ പ്രയോഗം
ഓട്ടോമൊബൈൽസ്, ഇലക്ട്രോണിക്സ്, കമ്മ്യൂണിക്കേഷൻസ്, ഐടി, മെഡിക്കൽ, മിലിട്ടറി, ഏവിയേഷൻ, ഹാർഡ്വെയർ, മെഷിനറി, ഹൈഡ്രോളിക് ആക്സസറികൾ തുടങ്ങിയ വ്യവസായങ്ങൾക്ക് ഇത് അനുയോജ്യമാണ്.വലിയ അളവുകൾ, ഉയർന്ന കൃത്യത, സങ്കീർണ്ണമായ ചെറുതും ഇടത്തരവുമായ ഭാഗങ്ങൾ എന്നിവ ഉൽപ്പാദിപ്പിക്കാനുള്ള കഴിവാണ് ഇതിന്റെ സവിശേഷത.


സാങ്കേതിക നേട്ടങ്ങൾ
1) ഹൈ-സ്പീഡ് ബിൽറ്റ്-ഇൻ ഇലക്ട്രിക് സ്പിൻഡിൽ സ്വീകരിക്കുന്ന പ്രവണത കൂടുതൽ കൂടുതൽ വ്യക്തമാവുകയും സ്പിൻഡിലിൻറെ പരമാവധി വേഗത 12500rpm/min ൽ എത്തിയിരിക്കുന്നു.
2) സ്പീഡ്/പൊസിഷൻ ലൂപ്പ് ഫീഡ്ബാക്ക്, ബിൽറ്റ്-ഇൻ ഹൈ-റെസല്യൂഷൻ ഗ്രേറ്റിംഗ് അല്ലെങ്കിൽ മാഗ്നറ്റിക് പോലുള്ള പുതിയ ഘടകങ്ങൾ സ്വീകരിക്കുന്നു, ഇതിന് റൊട്ടേഷന്റെയും ഫീഡ്ബാക്കിന്റെയും ഉയർന്ന നിയന്ത്രണ കൃത്യതയുണ്ട്.
3) എതിർവശത്തുള്ള ഡ്യുവൽ-സ്പിൻഡിൽ തുണി ഘടനയ്ക്ക് ഒരു ക്ലാമ്പിംഗിൽ പൂർണ്ണ-ക്രമത്തിലുള്ള മെഷീനിംഗ് പൂർത്തിയാക്കാൻ കഴിയും, വർക്ക്പീസിന്റെ ദ്വിതീയ ക്ലാമ്പിംഗ് മൂലമുണ്ടാകുന്ന കാര്യക്ഷമതയും മെഷീനിംഗ് കൃത്യത പ്രശ്നങ്ങളും കുറയ്ക്കുകയും പ്രോസസ്സിംഗ് കാര്യക്ഷമത മെച്ചപ്പെടുത്തുകയും ചെയ്യുന്നു.
4) മൾട്ടി-ആക്സിസ് മൾട്ടി-ടൂൾ കൺട്രോൾ, മൾട്ടി-ആക്സിസ് ലിങ്കേജ് ടെക്നോളജി എന്നിവ സങ്കീർണ്ണമായ ഭാഗങ്ങൾ പ്രോസസ്സ് ചെയ്യുന്നതിനുള്ള യന്ത്ര ഉപകരണങ്ങളുടെ കഴിവും പ്രോസസ്സിംഗിന്റെ കാര്യക്ഷമതയും മെച്ചപ്പെടുത്തുന്നു.മെഷീൻ ടൂളിന്റെ നിയന്ത്രണ അച്ചുതണ്ടുകളുടെ എണ്ണം ഏഴ് ആണ്, കൂടാതെ നോൺ-പവർ ടൂളുകളുടെയും പവർഡ് ടൂളുകളുടെയും എണ്ണം 20 ൽ കൂടുതലാണ്.
5) വർക്ക്പീസ് ലോംഗ്/ഷോർട്ട് വർക്ക്പീസ് റിസീവർ, ഓട്ടോമാറ്റിക് ടൂൾ സെറ്റിംഗ് ഇൻസ്ട്രുമെന്റ്, വർക്ക്പീസ് ഇന്റലിജന്റ് ഐഡന്റിഫിക്കേഷൻ തുടങ്ങിയ പരമ്പരാഗത ബാർ കൺവെയറുകൾ, ചിപ്പ് കൺവെയറുകൾ മുതലായവയ്ക്ക് പുറമെ, വൺ-മാൻ മൾട്ടി-മെഷീൻ ഓപ്പറേഷന്റെയും മാനേജ്മെന്റിന്റെയും ലക്ഷ്യം കൈവരിക്കുന്നതിനുള്ള സമൃദ്ധമായ ഓട്ടോമാറ്റിക് കോൺഫിഗറേഷൻ. , വർക്ക്പീസ് ഓട്ടോമാറ്റിക് പോപ്പ്-അപ്പ് ഡിറ്റക്ഷൻ, ടൂൾ ബ്രേക്കേജ് ഡിറ്റക്ഷൻ മുതലായവ മെഷീൻ ടൂളുകളുടെ ഓട്ടോമേഷന്റെ നിലവാരവും നിരീക്ഷണവും മെച്ചപ്പെടുത്തുന്നതിന് ഉൽപ്പന്നങ്ങളിൽ വിജയകരമായി നടപ്പിലാക്കിയിട്ടുണ്ട്.
ഗുണനിലവാര പരിശോധന
മുഴുവൻ മെഷീൻ ടൂൾ രൂപകൽപ്പനയുടെയും നിർമ്മാണ പ്രക്രിയയുടെയും കർശനമായ നിരീക്ഷണം നേടുന്നതിന് ഗുണനിലവാര മാനേജ്മെന്റിനായി കമ്പനി കർശനമായ ആന്തരിക നിയന്ത്രണ മാനദണ്ഡങ്ങൾ രൂപപ്പെടുത്തുകയും നടപ്പിലാക്കുകയും ചെയ്യുന്നു.
45 പരിശോധന, പരിശോധന ഇനങ്ങൾ, 632 ഗുണനിലവാര നിയന്ത്രണ പോയിന്റുകൾ, മൂന്ന് കോർഡിനേറ്റുകൾ ഉപയോഗിച്ച് പൂർണ്ണ സ്ട്രോക്ക് ലോഡ് പ്രോസസ്സിംഗ് ടെസ്റ്റ് ക്രമീകരിക്കുന്നതിന് 48 മണിക്കൂർ.
അളക്കുന്ന ഉപകരണം, ബ്രിട്ടീഷ് ERNISHAW ലേസർ എഫ് ഇന്റർഫെറോമീറ്റർ, ജാപ്പനീസ് സിഗ്മ ഡൈനാമിക് ബാലൻസ് ഇൻസ്ട്രുമെന്റ്, ലോകത്തിലെ മറ്റ് മികച്ച പ്രിസിഷൻ ടെസ്റ്റിംഗ് ഉപകരണങ്ങൾ, ഗ്യാരണ്ടി.
മെഷീൻ ടൂളിന്റെ എല്ലാ വിശദാംശങ്ങളുടെയും കൃത്യമായ നിയന്ത്രണം.

ഉൽപ്പന്ന വിഭാഗങ്ങൾ
-

Awr22 ഡയമണ്ട് കട്ടിംഗ് അലോയ് വീൽ റിം റിപ്പയർ ma...
-

AWR32 ചൈന ഡയമണ്ട് കട്ട് വീൽ പോളിഷിംഗ് ഉപകരണങ്ങൾ...
-

GB4250 ചൈന CE cnc ബാൻഡ് ലോഹത്തിനായുള്ള യന്ത്രം കണ്ടു ...
-

VMC550 3 ആക്സിസ് മെറ്റൽ cnc വെർട്ടിക്കൽ മെഷീനിംഗ് സെന്റർ...
-

VMC850 ചൈനീസ് 3ആക്സിസ് ലംബമായ cnc cnc ലംബമായ ...
-

ck6150 ഹൈ പ്രിസിഷൻ 4 സ്റ്റേഷൻ ഇലക്ട്രിക് cnc ma...





